
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Характеристика современных чугунных плит для печей
Чугунные плиты, они же варочные настилы, монтируются непосредственно на верхнюю горизонтальную поверхность печи. Чугунная плита обладает инерционной теплоотдачей.
Когда в печи горит топливо (дрова, уголь, торф), чугунная плита хорошо раскаляется и потом долго остается горячей, отдавая тепло. Когда чугун нагрелся, его можно использовать в качестве варочной панели.
![]()
Современные чугунные плиты для установки на печь имеют ряд характеристик, выгодно отличающих их от других подобных вариантов.
- Чугун, используемый для литья плиты, обладает повышенной прочностью.
- За счет того, что в состав материала входит также ряд химических веществ, улучшаются физические характеристики изделия.
- На протяжении всего срока службы чугун не деформируется, не трескается и хорошо переносит высокие температуры.
- Чугунная плита устойчива к перепадам температур, сохраняя свой внешний вид и изначальные эксплуатационные свойства.
- Плиты для установки на печь не подвержены коррозии.
В целом, все чугунные плиты для печей делятся на две группы: сборные и цельные. И в том, и в другом случае, изделие может служить в качестве теплопроводника, равномерно прогревающего воздух в комнате, и в качестве конфорки для приготовления пищи.
Сборная чугунная плита представляет собой панель с установленными на нее кольцами, которые входят друг в друга. Регулируя количество колец и их диаметр, вы можете подобрать оптимальный вариант, в зависимости от того, на какой посуде вы готовите.
У такого варианта есть одно важное преимущество – тепловые зазоры, которые позволяют плите прогреваться равномерно, не деформируясь под воздействием высоких температур. Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании. Чугун может расширяться под воздействием слишком высокой температуры и деформироваться
Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно
Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно
Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании. Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно.
Если при выборе плиты для печи вам на глаза попалась модель с литым орнаментом или узором, приглядитесь к такому варианту внимательнее. За счет узоров теплоотдача плиты возрастает, что положительно сказывается на ее функциональности.
Особенности установки чугунной плиты в печь
Установка чугунной плиты на печь – дело серьезное. Нарушение технологии и неправильный подбор материалов может привести к тому, что при первой же топке плита деформируется или треснет из-за расширения.
Да, чугунные печные плиты обладают повышенной стойкостью, но не стоит забывать, что при нагреве они расширяются, что должно быть учтено мастером при установке.
Нельзя устанавливать плиту впритык к материалу, из которого сделана сама печь. Как правило, это кирпич. Но кирпич расширяется под воздействием высоких температур иначе. Если не оставить зазора между кладкой и плитой, либо кирпичи, либо чугун не прослужат долго, так как металлу просто некуда будет расширяться.
- Нельзя наглухо замуровывать плиту в кладку.
- Между кирпичной кладкой и плитой должен оставаться зазор приблизительно в 5мм по периметру.
- Обмазывать зазор раствором не нужно – он необходим для того, чтобы плите было куда расширяться. Это сохранит в целости и чугунную плиту, и саму кладку печи.
- При монтаже чугунной плиты используется особый жидкий глиноасбестовый раствор. Он делает фиксацию плиты на печи крепче.
Помните о том, что устанавливать варочную чугунную плиту необходимо по уровню, иначе приготовление пищи на ней станет затруднительным. Чем меньше конфорка плиты, тем ближе она должна находиться непосредственно к топке. Объясняется это тем, что маленькая конфорка быстрее нагревается, но и быстрее остывает. Такое правило действует для вашего же удобства.
![]()
Первая топка производится по особой схеме. Не надейтесь, что сразу после установки вы сможете готовить на новой плите. Для снятия внутреннего напряжения чугуна в первый раз его прогревают медленно и основательно.
Если вы не уверены, что сможете установить плиту по всем правилам, лучше довериться в этом вопросе профессионалам.
На сайте компании «SVT» http://svt-ukraine.com.ua/lyuki-dlya-zoly вы найдете еще больше полезных изделий для строительства функциональной печи в доме.
Критерии выбора обогревателя
- Требования к топливу. Конвекционные печки-буржуйки, в том числе с варочной поверхностью, способны работать практически на любом твердом топливе — это их большое преимущество, поскольку упрощается поиск недорогого и доступного энергоносителя. В каминах и печках длительного горения можно сжигать только дрова, в редких случаях допускаются топливные брикеты, при этом влажное топливо резко снижает КПД агрегата.
- Назначение и размеры. Для установки на кухне идеально подходит агрегат с варочной панелью — гостиную загородного дома украсит и согреет камин. Отопительная печь с водяным контуром позволит обеспечить теплом несколько комнат, если смонтировать радиаторную систему. Для маленьких дачных домиков подходят компактные и разборные агрегаты — их габариты настолько малы, что печку можно перевозить на легковом автомобиле.
- Мощность. Определившись с типом и размерами отопителя, подбирают модель подходящей мощности. В паспорте изделия указывается, какую площадь агрегат способен прогреть. Если речь идет о конвенционных моделях, нагревающих воздух, единицей измерения служит объем помещения.
- Дополнительные функции, отделка. Многообразие дровяных печей для отопления дачного дома позволяет выбрать модель с отделкой, подходящей к интерьеру помещения. Дополнительно агрегат может быть оборудован духовым шкафом, ящиками.
![]() Чугунный обогревательный элемент с варочной поверхностью
Чугунный обогревательный элемент с варочной поверхностью
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
Горячая.
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Холодная.
![]() Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
![]()
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.








Трещины
Перед тем, как
приступить к замазке щелей, нужно разобраться в причинах их появления. Возникшая на поверхности кирпича паутинка, неглубокая, но портящая внешний вид, потребует подновить покрытие. Трещины у литых элементов могут сигнализировать о необходимости проведения восстановительных работ. Крупные и глубокие щели внутри, снаружи — повод задуматься, возможны огрехи в конструкции, . Консультация специалиста будет обоснована.
Отдельные щели между плитами, дверками и кладкой просто устранить с помощью базальтового картона. Смазанный термостойкой мастикой, он отлично закрывает трещины.
Причины появления
Появление трещин в массиве печи часто списывают на холод в помещении и редкую протопку
, что не совсем верно. На самом деле, основной причиной является коэффициент теплового расширения. У каждого материала он свой, а большие различия значений приводят к деформированию кирпича, раствора, кладки.
Предотвратить подобные дефекты легко . Для красного кирпича брать раствор на основе красной глины, для шамотного камня — .
Второй частый случай — естественная усадка глиняной смеси, проявляется обычно на первый год эксплуатации. Какие бы присадки ни добавлялись
в раствор, колебания объема
, после высыхания скрепляющего состава, невозможно свести к нулю. Минимальное значение составляет 6%, цифра небольшая, но такой разницы между первоначальными размерами хватает для растрескивания.
Чем заделывать щели (выбор смеси)
Для реконструкции отдельных участков, выбирайте смесь, на основе той глины, которая использовалась для производства кирпича. Это может быть готовый расфасованный продукт или приготовленный
самостоятельно. Покупной вариант экономит время на выполнение работ, главное
тщательно следовать инструкции с упаковки.
![]()
Если вы решили сделать реставрационный состав своими руками, учитывайте, отощителем
шамотного раствора будет шамотное зерно, глиняного — песок. Для улучшения адгезии смеси добавьте обычную соль, 1 кг на 12 л
ведро
будет достаточно. Вязкость смеси нужна средняя, чтобы высыхая
поверхность не потрескалась вновь.
Ввод армирующих составляющих
в обмазку придаст будущей заплате прочность, используйте для этого кашу из размоченного асбеста. Готовится она просто
, лист материала вымачивается в воде порядка 15 минут, превращаясь в жидкую субстанцию. Добавлять не более 2 литров на ведро
замазки.
Если не боитесь экспериментов, попробуйте изготовить реставрационный состав по старинной методике:
- толченая
глина и древесная зола в равных пропорциях; - четвертая
часть поваренной соли; - вода.
Тестообразная замазка быстро твердеет при прогреве печи. Состав необычен отсутствием песочной составляющей, но прочность на выходе дает
хорошую.
Как замазать
Если нужно подлатать небольшие щели, то разбор кладки не требуется. Печь
следует растопить, тогда швы между кирпичами расширятся. Избавляемся от старого раствора и накладываем заплату на предварительно обеспыленное
и увлажненное
место. Состав закладывается в шов мастерком с уплотнением ребром инструмента.
При возникновении новых трещинок в процессе сушки, подмазывать до тех пор, пока поверхность не затвердеет без появления щелей.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Особенности материала
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
![]()
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Как бороться с распространенными дефектами
К наиболее распространенным дефектам при проведении сварки чугуна относят холодные трещины, возникающие после остывания сплава. Для снижения риска подобной проблемы рекомендован местный предварительный прогрев свариваемых поверхностей до +250 °C.
Другой часто встречающейся проблемой является слишком сильное расплавление основы
Для недопущения этого крайне важно контролировать параметры работы сварочного аппарата. Это поможет избежать перегрева
Графитовые подложки снизят риск деформации чугунных деталей.
Кроме того, нередко при сварке наблюдается отвар шва. Этому способствует образование цепочки мелких пор. В дальнейшем на их месте формируются микротрещины, сообщающиеся между собой. Для недопущения появления подобного дефекта нужно избегать использования высоконикелевых сплавов при сварке ферритных чугунов, содержащих пластинчатый графит.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Сварка стыков арматуры ванным способом








Особенности сварки чугуна.
Данный материал представляет собой соединение железа(F), углерода (C) и примесей: кремния (Si), марганца (Mn), фосфора (P), серы (S) и др.
В обозначении маркировки: первые цифры – предел прочности при растяжении в кг/мм2, а вторые – при сером чугуне, предел прочности при изгибе, при ковком и высокопрочном, относительное удлинение в %.
Отжигом при высокой температуре – 1000º C, за счет графитизации, белый превращается в ковкий чугун.
Для повышения износостойкости добавляется хром (Cr), никель (Ni), вольфрам (W) и др. Такой металл называется легированным.
Для легированных марок – буквы указывают легирующие элементы, а цифры, их среднее процентное содержание. Например: ЧН19Х3 – чугун, содержащий 19% никеля и 3% хрома. Если присутствует шаровая форма графита в конце маркировки ставится буква Ш.
Из-за повышенной хрупкости и твердости, процесс усложняется. Но сварка чугуна электродом в домашних мастерских возможна при определенных условиях. Соблюдая технологию и, обладая некоторыми навыками, можно добиться качественного результата, при этом структура шва будет сильно различаться от структуры основного материала.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
https://youtube.com/watch?v=ey2FqekhRLY
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.
![]()
Белый чугун в своём составе содержит углеродные соединения.
Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод – 3,2-3,5%;
- марганец – 0,1-0,3%;
- кремний – 0,5-0,8%;
- серу и фосфор – по 0,12%.
![]()
Серый чугун с примесью графита имеет многокомпонентный состав.
Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец – 0,3-01%;
- фосфор – 0,2%;
- кремний – 0,8-1,4%;
- сера – 0,1%.
![]()
В ковком чугуне присутствует углерод, марганец и фосфор.
Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.
![]()
Половинчатый чугун получают при сплаве белого и серого чугуна.
Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний – 1,9-2,6%;
- сера – 0,3%;
- фосфор – 0,12%.
![]()
Высокопрочный чугун содержит магний, кремний и серу.
Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.









Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
https://youtube.com/watch?v=6BAu6lTSLLs
Технические приемы
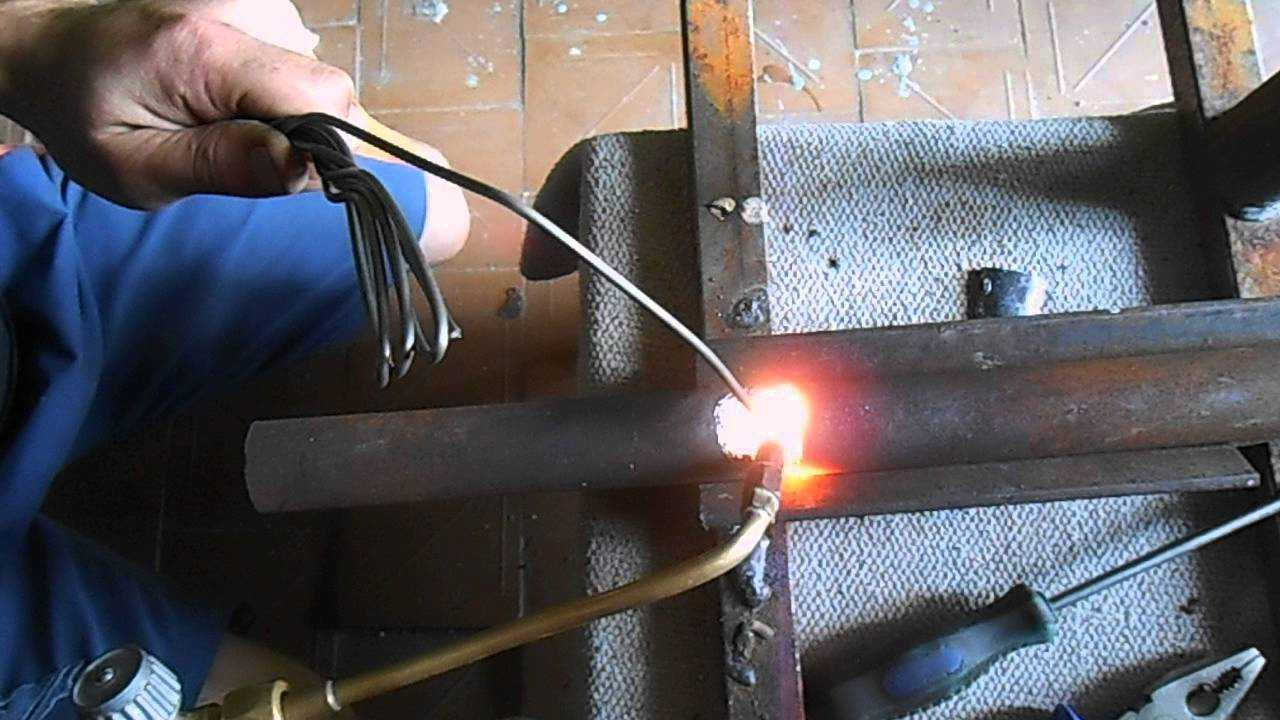
![]() В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
Для сварки можно использовать практически любые полуавтоматы, позволяющие использовать сварочный ток, необходимый для плавления чугуна, но не допускающий проплавлений и вытеканий.
Величина сварочного тока колеблется в пределах 90-110 Ампер. Скорость, с которой подается сварочная проволока, настраивается экспериментально. Как правило, она сходна со скоростью подачи при сварке сталей.
Подготовка деталей
Перед началом работ обязательно нужно подготовить поверхности соединяемых кромок. Для этого их очищают от грязи и пыли, обезжиривают. Для обеспечения большей глубины проваривания, с кромок снимается фаска. Края фаски необходимо закруглить.
Если возникла необходимость заварить трещину, ее нужно «разделать» по всей длине, чтобы увеличить площадь соприкосновения детали со сварочным материалом. Это можно сделать шлифмашиной с отрезным абразивным кругом для работ по металлу. Перед сваркой концы трещины необходимо засверлить, чтобы при нагреве она не разошлась еще на большую длину.
Как делать шов
![]() Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Начинать сварку надо с середины стыка и произвести короткий шов, за тем отступив на некоторое расстояние от него, сделать еще два шва с обеих сторон первого. Если стык достаточной длины, необходимо таким же образом сделать еще несколько коротких швов. Затем провариваются участки между наложенными швами.
Первый шов при сварке деталей большой толщины накладывается посередине стыка, практически без осуществления поперечных движений электродом. Далее, по краям первого шва накладываются второй и третий.
Если толщина детали еще позволяет наложение швов, накладывается четвертый шов посередине, сверху второго и третьего, а позже, после остывания, накладываются пятый и шестой швы справа и слева от четвертого. Указанная последовательность швов применяется и далее, если необходимо произвести еще швы при достаточно большой толщине соединяемых заготовок.
Горячая сварка чугуна
Горячей сварке чугуна состоит из нескольких операций:
— вырубки дефектного участка до неповрежденного металла и зачистки кромок от масла, грязи и других включений;
— сборка;
— нагрев;
— сварка;
— медленного охлаждения.
Предварительный подогрев применяется для предотвращения растрескивания чугунных деталей, которое вызывается большой скоростью охлаждения. Подогреваются детали в печах или с помощью пламенных горелок. Во время заварки вся разделка должна завариваться в один проход и за один нагрев изделия. По окончанию сварки деталь нужно засыпать сухим песком или покрывать асбестом. Возможно также медленное охлаждение детали вместе с печью. Оптимальный диапазон температуры предварительного подогрева при сварке чугуна 500-800 градусов Цельси.
Качество шва следует оценивать по внешнему виду, не должно быть пор, трещин и шлаковых включений.